













Tapered Heat-Set Inserts for Plastic,塑胶用锥形热熔嵌件螺母,简称 TH
TH螺母外形样式接近于SHK螺母,TH螺母在SHK基础上增加至4道槽,拉拔力增加10%以上;TH嵌件花纹样式由左右花齿变为双右斜压花。
TH通过热熔或热烫方式埋植入塑胶。塑胶预留孔为直孔型。
TH嵌件默认材质为黄铜,首选C3604。
常用规格从M2~M8(2#-5/16)。
标准与规格(PDF下载)
产品图纸:
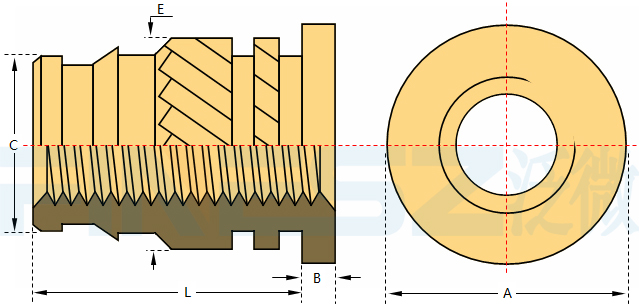
规格尺寸表(公制部分,单位MM):
| 类型 | 螺纹 规格 |
螺纹 代号 |
规格 代号 |
长度 L ±0.1 |
头径 A ±0.08 |
头厚 B ±0.05 |
滚花径 E ±0.13 |
C ±0.08 |
塑胶预留孔 | ||||
| F+0.08 | D | T±0.05 | L Min |
最少肉厚 | |||||||||
| TH | M2*0.4 | M2 | 1 | 3.18 | 4.70 | 0.46 | 3.58 | 3.12 | 3.2 | 4.9 | 0.46 | 4 | 1.3 |
| 2 | 3.99 | 3.63 | 4.8 | ||||||||||
| M2.5*0.45 | M2.5 | 1 | 3.56 | 5.50 | 0.53 | 4.62 | 3.91 | 3.99 | 5.7 | 0.53 | 4.46 | 1.6 | |
| 2 | 5.74 | 4.75 | 6.64 | ||||||||||
| M3*0.5 | M3 | 1 | 3.56 | 5.50 | 0.53 | 4.62 | 3.91 | 3.99 | 5.7 | 0.53 | 4.56 | 1.6 | |
| 2 | 5.74 | 4.75 | 6.74 | ||||||||||
| M3.5*0.6 | M3.5 | 1 | 3.81 | 6.27 | 0.69 | 5.41 | 4.70 | 4.78 | 6.5 | 0.69 | 4.81 | 1.8 | |
| 2 | 7.14 | 5.54 | 8.14 | ||||||||||
| M4*0.7 | M4 | 1 | 4.7 | 7.06 | 0.84 | 6.25 | 5.54 | 5.61 | 7.3 | 0.84 | 5.7 | 2.1 | |
| 2 | 8.15 | 6.38 | 9.15 | ||||||||||
| M5*0.8 | M5 | 1 | 6.35 | 7.87 | 1.02 | 7.04 | 6.32 | 6.40 | 8.1 | 1.02 | 7.35 | 2.6 | |
| 2 | 9.53 | 7.16 | 10.53 | ||||||||||
| M6*1 | M6 | 1 | 7.92 | 9.45 | 1.27 | 8.64 | 7.92 | 8.00 | 9.65 | 1.27 | 9.12 | 3.3 | |
| 2 | 12.7 | 8.76 | 13.9 | ||||||||||
| M8*1.25 | M8 | 1 | 9.53 | 11.05 | 1.27 | 10.22 | 9.50 | 9.58 | 11.25 | 1.27 | 11.03 | 4.5 | |
| 2 | 12.7 | 10.34 | 14.2 | ||||||||||
规格尺寸表(美制部分 单位inch):
| 类型 | 螺纹 规格 |
螺纹 代号 |
规格 代号 |
长度 L ±.005 |
头径 A ±.003 |
头厚 B ±.003 |
滚花径 E ±.005 |
C ±0.03 |
塑胶预留孔 | ||||
| F +0.03 | D | T ±.003 |
L Min |
最少肉厚 | |||||||||
| TH | #2-56 | 256 | 1 | .125 | .185 | .018 | .141 | .125 | .126 | .193 | .018 | .165 | .050 |
| 2 | .157 | .143 | .197 | ||||||||||
| #4-40 | 440 | 1 | .140 | .216 | .021 | .182 | .154 | .157 | .224 | .021 | .180 | .060 | |
| 2 | .226 | .187 | .266 | ||||||||||
| #6-32 | 632 | 1 | .150 | .247 | .027 | .213 | .185 | .188 | .255 | .027 | .190 | .070 | |
| 2 | .281 | .218 | .321 | ||||||||||
| #8-32 | 832 | 1 | .185 | .278 | .033 | .246 | .218 | .221 | .286 | .033 | .225 | .080 | |
| 2 | .321 | .251 | .361 | ||||||||||
| #10-24 #10-32 |
024 032 |
1 | .250 | .310 | .040 | .277 | .249 | .252 | .318 | .040 | .290 | .100 | |
| 2 | .375 | .282 | .415 | ||||||||||
| 1/4-20 | 0420 | 1 | .312 | .372 | .050 | .340 | .312 | .315 | .380 | .050 | .362 | .130 | |
| 2 | .500 | .345 | .550 | ||||||||||
| 5/16-18 | 0516 | 1 | .375 | .435 | .050 | .402 | .374 | .377 | .443 | .050 | .435 | .180 | |
| 2 | .500 | .407 | .560 | ||||||||||
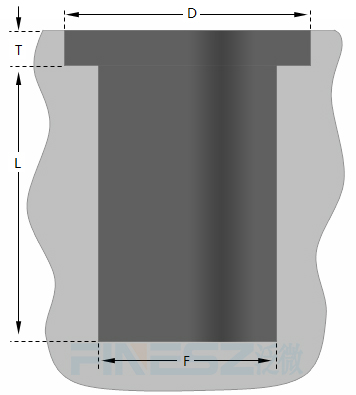
塑胶预留孔的样式:
安装方法
正确的安装方法对嵌件性能、外观、使用寿命极为重要,不同塑胶厂根据自身经验 工艺水平 数量 成本 喜好程度等因素定制安装工艺,总的来说热熔及超声安装的嵌件其安装原理如下图所示(可点击播放):
1,上图中塑逆胶孔样式预留有阶梯孔(图中D尺寸),正好匹配TH螺母的法兰头部,在实际设计应用中,跟据用户需求之不同(如从螺母尾部拧入螺钉),可取消该阶梯孔,使螺母法兰头部外露于塑胶平面。
2,导热棒可设计成顶针型样式(如图)可起到加速导热和较正螺母垂直度的作用,但顶针直径控制在小于内螺纹最小孔径的安全尺寸以避免干涉。
性能参数
TH热熔螺母安装于塑胶后的性能测试(以-2系列为例):
| 基材 | M3-2 | M4-2 | M5-2 | M6-2 | M8-2 | |||||
| 扭出力N.m | 拉出力 N | 扭出力N.m | 拉出力 N | 扭出力N.m | 拉出力 N | 扭出力N.m | 拉出力 N | 扭出力N.m | 拉出力 N | |
| ABS | 1.2 | 1450 | 2.2 | 2300 | 3 | 2950 | 6.9 | 3850 | 11.5 | 3200 |
| PC | 1.55 | 1950 | 3.1 | 3000 | 4.1 | 3820 | 9.6 | 5100 | 18 | 7450 |
| PA | 1.15 | 1830 | 2.35 | 2450 | 3.8 | 3180 | 5.4 | 4150 | 12.5 | 6350 |
| PE/PP | 1 | 950 | 2 | 1700 | 2.4 | 2020 | 4.8 | 2850 | 9.5 | 4450 |
嵌件最终性能严重依赖于装配的好坏程度决定,由于安装方式、温度控制、植入速度、塑料类型及其填充剂的组合成份、性能要求、预留孔样式……等等多种变量要素影响,其最终性可能与实验数据存在一定差异,以下数据仅作为用户设计、选型之参考,用户需在安装后以实测性能为准。
大图展示
TH M3-2:
